大口徑波紋膨脹節(jié)|可澆筑靶釘膨脹節(jié)|定制異形膨脹節(jié)廠家-大口徑半圓波紋膨脹節(jié)加靶釘工藝難點-河北中浩機(jī)械制造有限公司
.png)
400-8054351
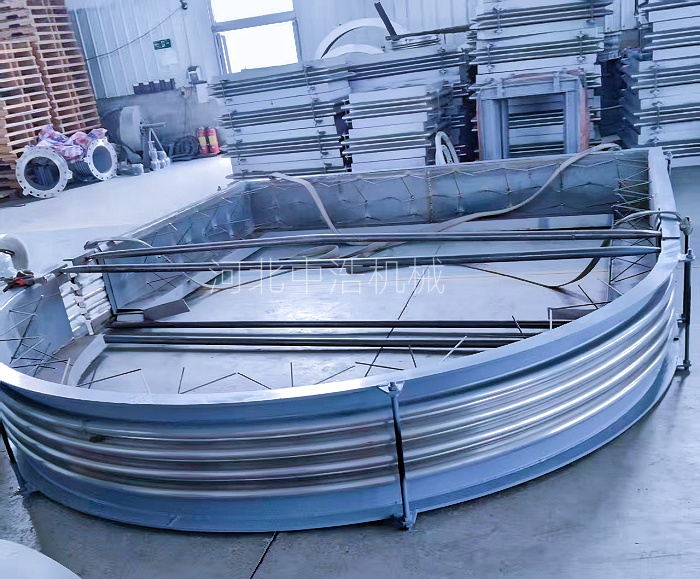
大口徑半圓波紋膨脹節(jié)加靶釘工藝難點
大口徑波紋膨脹節(jié)半圓做澆筑加靶釘在制作時難點主要表現(xiàn)有以下幾方面,首先是波紋成型的精度控制,其次是半圓形狀靶釘?shù)亩ㄎ豢刂朴须y度,再者是對整體結(jié)構(gòu)輕度與穩(wěn)定性的確使相對常規(guī)形狀膨脹節(jié)較困難,由于本身結(jié)構(gòu)導(dǎo)致壓力試驗和性能檢測較麻煩,后期表面處理和防腐工藝較繁瑣。

波紋成型江都控制難主要由于,大口徑波紋 膨脹節(jié)波紋展開尺寸大,下料的波高、波距等誤差控制難。成型一致性差,大尺寸板材在冷熱壓時應(yīng)力分布不均,易出現(xiàn)波紋壁厚不均,博文波峰塌陷、波谷凸起等問題,尤其是多成型,各波紋一致性難以控制。壁厚成型阻力大,成型需要更大壓力和確使溫度控制,易產(chǎn)生裂紋,且成型回彈量大。半圓靶釘焊接和定位難度,大口徑靶釘膨脹節(jié),由于內(nèi)壁空間大,設(shè)計時靶釘位置控制難,且靶釘易出現(xiàn)偏差影響直接流向和抗沖擊能力,中浩經(jīng)驗焊接師傅和特殊精度控制儀器從根本解決此項問題。焊接質(zhì)量把控要求嚴(yán)苛,靶釘與波紋內(nèi)壁緊密貼合,焊接時注意未融合、夾渣等問題。焊接時注意避免出現(xiàn)咬邊、氣孔,焊縫既要兼顧強(qiáng)度密封性,防止介質(zhì)滲漏。整體結(jié)構(gòu)強(qiáng)度與穩(wěn)定性難確使,由于焊縫較多且復(fù)雜,焊接中易產(chǎn)生應(yīng)力集中問題,需要采用特殊工藝處理。大口徑膨脹節(jié)抗穩(wěn)性要求高,在承受內(nèi)壓和位移時,易發(fā)生軸向失穩(wěn),中浩通過優(yōu)化焊接工藝和焊接質(zhì)量來增強(qiáng)剛性和平衡性。壁厚焊接和成型難度大,裝配難度大。
大口徑膨脹節(jié) 對實驗設(shè)備要求高,且補(bǔ)償性能測試難,大口徑補(bǔ)償測試需具備大型壓力容器和高壓泵組,實驗難度大,且大口徑軸橫向設(shè)計值較大,需具備大型檢測設(shè)備。表面處理和防腐工藝難,由于波峰波谷復(fù)雜,除銹、拋光易出現(xiàn)處理暗區(qū),噴涂時易出現(xiàn)漏點情況,經(jīng)驗噴涂師傅反復(fù)均勻內(nèi)外噴涂,防止腐蝕,提高使用壽命。
瀏覽更多關(guān)于 大口徑波紋膨脹節(jié)|可澆筑靶釘膨脹節(jié)|定制異形膨脹節(jié)廠家|異形靶釘波紋膨脹節(jié)工藝難點 的內(nèi)容
上新產(chǎn)品
械橡膠接頭,單球體橡膠接頭,橡膠軟連接-橡膠接頭系列")
械金屬軟管,金屬軟連接,軟連接-金屬軟管系列 高新技術(shù)")
械襯四氟膨脹節(jié),襯四氟補(bǔ)償器-襯四氟膨脹節(jié)系列")
械不銹鋼補(bǔ)償器,不銹鋼波紋補(bǔ)償器-不銹鋼補(bǔ)償器系列")

通風(fēng)蝶閥
行業(yè)資訊
發(fā)貨通知
聯(lián)系我們
河北中浩機(jī)械制造有限公司
咨詢熱線:4008054351
網(wǎng) 址:m.shuiww.cn
聯(lián)系電話:
18632750699(微信同步)
13343270064(微信同步)
18632750799
(微信同步)
13343271054(微信同步)
銷售一部:
0317-8300632
銷售二部:0317-8300612
銷售三部:0317-8300672
銷售四部:0317-8300692
售后電話:13483834056
技術(shù)咨詢:17717733210
公司傳真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨詢熱線:4008054351
網(wǎng) 址:m.shuiww.cn
E - mail:
btzhonghao@163.com
地 址:河北省滄州市泊頭市齊橋鎮(zhèn)李樓村(廊泊路西側(cè))
公司名稱:河北中浩機(jī)械制造有限公司 公司地址:河北省滄州市泊頭市齊橋鎮(zhèn)李樓村(廊泊路西側(cè)) 電話:0317-8300632 8300612 8300672 8300692 傳真:0317-8300692 手機(jī): 13343270064 13343271054 18632750799 18632750699 網(wǎng)站網(wǎng)址:http://m.shuiww.cn 冀ICP備19005587號-2
河北中浩機(jī)械制造有限公司 2011(C)版權(quán)所有 并對網(wǎng)站所有內(nèi)容保留解釋權(quán)

PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝
冀公網(wǎng)安備13098102000347號